



 扫一扫
扫一扫
钢板不锈钢带源厂直接供货")
8月份钢板价格上行仍比较乏力
钢板价格走势有所分化,较上星期同期相比,其中唐、津、霸主导钢厂累计拉涨10-50元,华东、华南区域则降10元。在带钢连续两个多月单边下行的态势之后,钢板终于在上星期末迎来强势拉涨,并且钢板明日涨幅高达40-50元。周初华东、华南区域开业,北方主导钢厂涨价现已进入尾声,加之需求难有,故南方商场价格多盘整运转。现在风向标商场钢坯与带钢价格差仅仅为180元,特别是部分调坯轧材企业亏损比较严峻,停产检修厂家较前期亦有所增多,在必定程度上对价格构成必定支撑。但现在处于钢材消费冷季,下流厂家接单普遍不抱负,故收购热心不高,钢板继续上涨动力缺乏,估计偏弱仍是下周主基调,但起伏有所收窄。本周管材小幅拉涨,起伏在30-60元/吨,下流收购需求仍旧乏力,其主要原因在于,本周质料小幅拉涨,东北市价根本比北方稍微高一点,这是非常正常的。而南方,继续弱势延伸,受梅雨季节影响,户外工地施工大都暂缓,商场用钢需求再度受挫,商家前期库存积压严峻,多在消化前期库存为主。进入后期钢厂检修数量逐渐增加,商场需求仍旧乏力,部分规格货源暂缺,商家毫无备货意愿,终端张望心情浓郁。估计下周行情或将小幅震动,跌幅在30-50元/吨之间。商场全体仍旧低位震动,本周商场均价估计从上星期的2106元跌到2027元/吨,累计跌幅在79元/吨,国内商场均价与上星期的3174元/吨至本周的3145元/吨,累计跌幅在29元/吨。本周质料跌幅较小,成品材支撑乏力,价格早已跌破前史 点,商场分歧较大,商家前期库存积压严峻,多暗降消库为主,调价较为慎重。国内商场均价上星期的2432元/吨跌至本周2413元/吨,累计跌幅在19元/吨,质料带钢均价从上星期的2064元/吨涨到本周2080元/吨,累计涨幅在16元/吨,本周质料钢板小幅拉涨,钢板部分资源纷繁跟涨。
本周一般铁合金与特殊铁合金商场继续坚持弱势运转,商场成交一般。硅铁商场仍旧维稳,跟着钢厂新一轮收购开始,商场成交情况好转。锰系商场盘整运转,商场成交尚可,询单多,实践成交价格暂未上涨,厂家开工心情偏低。硅锰盘整运转,交易量不高。铬铁商场变动不大,成交不大。钼铁商场弱稳运转,下流商场需求一般,厂商出货积极性低。钒铁商场根本坚持平稳坚硬态势,跟着商场大部分商家报价继续坚持坚硬,下流钢厂收购成交价格继续坚持缓慢上升。
上星期东北钢坯商场根本安稳,商场成交一般。据了解,当时东北区域大都q550钢板厂家都按订单出产,厂内库存不多,因此报价一向维稳。部分钢厂透露,近期下流收购积极性不高,如主导城市唐山钢坯呈现回落行情,东北区域或呈现跟跌走势。估计下周铁合金商场全体平盘张望后市。国内钢坯商场根本安稳,单个区域小幅调整,商场成交偏淡,资源供给不多。“五一”节后,钢坯商场仍旧有些疲态,即便在资源供给严重的情况下,钢板价格上行仍比较乏力,部分区域乃至小幅回落。面临低迷的商场,下流企业多以慎重张望为主,随用随采成为他们的主要操作方法。除此之外,钢坯厂家资金严重局势仍没有得到改善,厂商对后市信心缺乏,对后期钢坯走势不利。再加上原材料价格走低,螺纹期货低位徘徊,故估计本周国内钢坯或呈现小幅下挫行情。
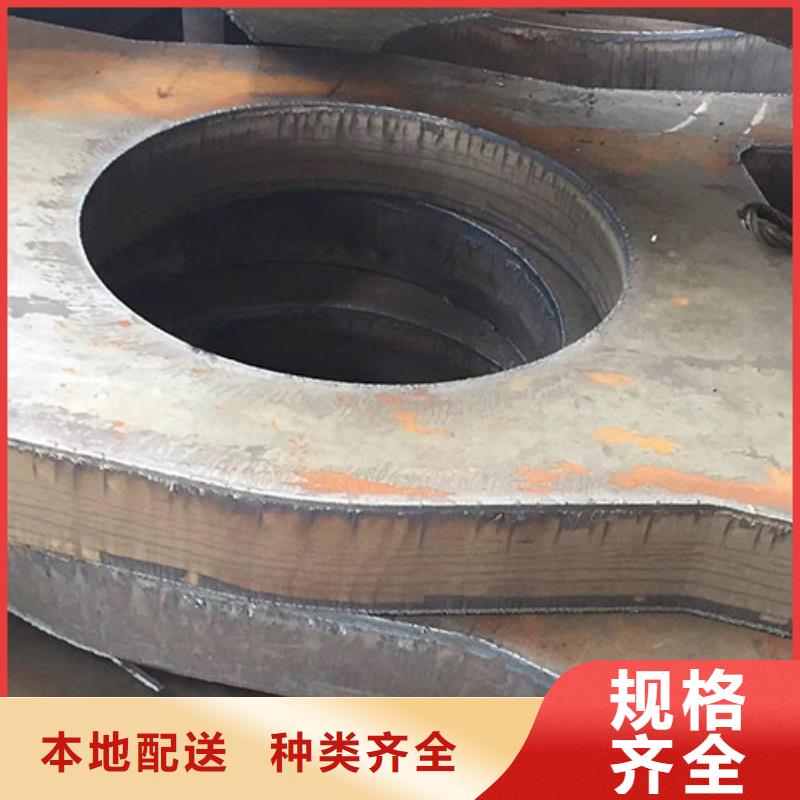
购买9Cr2MoV钢板切割需要注意哪几个细节
9Cr2MoV钢板零割是一种常见的钢板粗加工,客户一定要告知钢板零割件的材质:一定要跟加工方或者卖家详细说明自己要的是哪种材质,完成后,收到货可以查验材质,若材质与要求不符,便可以与卖家申请换货,解决很多麻烦问题。
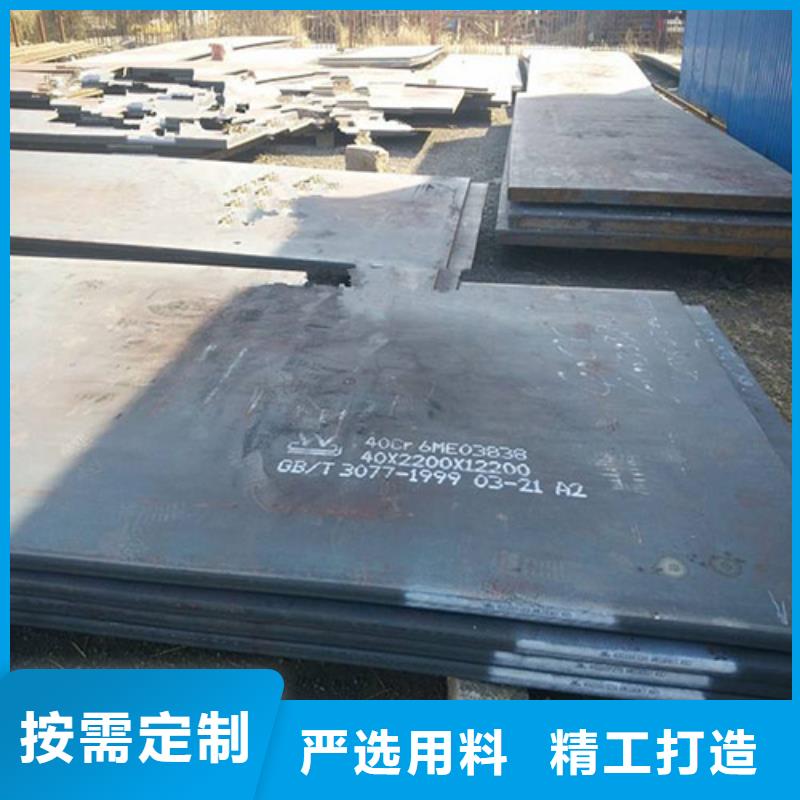
钢板零割件的厚度:请跟加工方/卖家详细说明自己所需要的厚度,因为板材都有负公差的,实际厚度与所要厚度有差别(一般都是下公差),购买之前一定要确认厚度,以免收到货后造成无法使用或者不必要的麻烦与不愉快等等;
钢板零割件的板面:钢板板面分为2B面与毛面,一般3mm一下的都是有2B面的,所谓2B面就是亚光面,表面比较光滑;4mm以上一般都是毛面,也就是工业面板,表面类似于磨砂面,也算对钢板有一定了解认识。
钢板零割件的尺寸:你所需要的产品尺寸一定要详细标注,若买家没有特别要求,默认为数控剪板机裁剪,误差是1mm左右,若买家有特别要求,请提前说明,可根据客户要求进行定制生产。
等离子切割:属于粗加工,用于割圆,切割比较厚的板材,切割比较毛糙,误差大5mm左右。
数控剪板机:属于粗加工,用于裁剪板材,切口平整,有略微塌边,误差适中,1mm左右。
水切割:属于相对精加工,用于精度要求相对高的产品加工,切割圆滑,误差1mm左右。
线切割:属于钢板零割精加工,用于精度要求高的产品加工,切口圆滑,误差0.05mm。
购买9Cr2MoV钢板切割需要注意哪几个细节
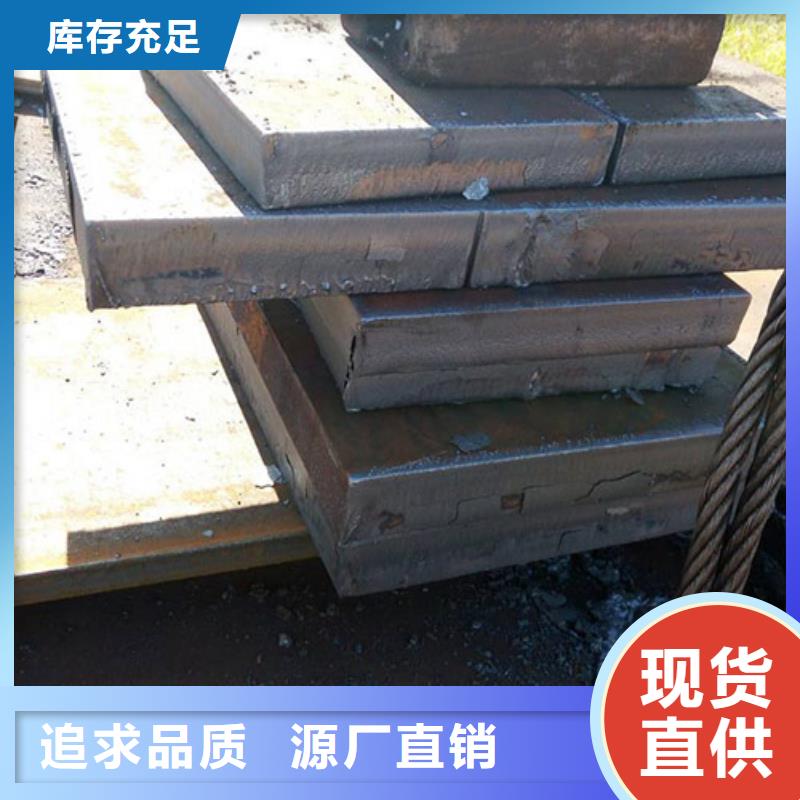
钢材切割加工包括:9Cr2MoV圆钢切割、中厚板切割、特厚钢板零割等等,公司常年备中厚板库存,提供20-900mm厚度钢板切割业务,配备6米大型数控切割设备数台,半自动切割机数台,另有大小行车及铲车。而中厚板切割时,需要注意哪些事项呢? 1、中厚板切割时,由于火焰切割设备的成本不是很高,在中厚板切割上,其经济性能好,但切割薄板时,则体现不出它的优势,因为这一切割方式影响会导致热变形较大。所以,在中厚板切割加工中,如果加工比较厚的板材时,使用火焰切割比较合适。 2、中厚板切割加工中,其切割自由边要打磨的原因,是为了下一个工序做好准备工作,并且使产品的美观性得到提高。此外,通过打磨这一操作,还可以清除工件上氧化皮和毛刺,这样也可以提高焊接质量。 3、中厚板切割,其是先下料和划线,然后再切割。中厚板切割加工中,采用激光切割这一切割方式的话,在钢板厚度上限值上,是为20mm,如果中厚板厚度在20mm以上,那么,是采用火焰切割,而薄的不锈钢板,则是采用等离子切割。此外,切割要求比较高的话,可采用激光切割。 聚贤丰汇钢材切割价格实惠,切割方式多,钢材切割使用率高,热忱欢迎新老客户来电咨询以及切割加工等。
购买9Cr2MoV钢板切割需要注意哪几个细节
2020年是非常态的一年,钢铁行业粗钢和钢材产量均有较大幅度增长,钢材消费量已经连续4年同比增长超过8%。但从中长期来看,钢材消费高速增长是不可持续的。未来几年,随着我国经济由高速增长阶段向高质量发展阶段转换,特别是在“碳达峰”和降碳的要求下,经济增长过度依赖投资的局面将发生改变,固定资产投资将保持在相对低速,消费拉动经济增长的作用逐步显现,第三产业和战略性新兴产业占比不断提升,钢材消费强度将进一步下降,钢铁生产消费总体处于缓慢下降趋势,行业将进入减量发展阶段。在钢铁生产效率不断提升带来供给能力提高的情况下,极有可能引发行业新一轮的供需失衡。
购买9Cr2MoV钢板切割需要注意哪几个细节
钢板不锈钢带源厂直接供货")
钢板不锈钢带源厂直接供货")
钢板不锈钢带源厂直接供货")
聚贤丰汇金属材料有限公司坐落于天津市武清区北方世纪钢材城。生产的主要产品有: 45#圆钢、等。 诚信是金。人无信不立,商无信不远,我们站在发展的角度,坚持走诚信之路,更把这种经营理念贯穿于每一道生产工序中。我们本着以质量拓市场,以信誉赢客户的宗旨,不断增强自身实力,完善内部机制;以更优良的技术,更优良的服务奉献给广大用户。竭诚欢迎广大客户前来参观指导、协商洽谈!
钢板不锈钢带源厂直接供货")
钢板不锈钢带源厂直接供货")
30CrNi3A钢板厚度190mm火焰切割与无齿锯切割的区别?
火焰切割中,常用的可燃性气体有乙炔、煤气、天然气、丙烷等,国外有些厂家还使用MAPP,即:甲烷+乙烷+丙烷。 一般来说,燃烧速度快、燃烧值高的气体适用于薄板切割;燃烧值低、燃烧速度缓慢的可燃性气体更适用于厚板切割,尤其是厚度在200mm以上的钢板,如采用天然气进行切割,将会得到理想的切割质量,只是切割速度会稍微降低一些。相比较而言,乙炔比天然气要贵得多,对于以前的切割气来说,乙炔是生产切割中的主流切割气,但随着很近两年天然气的变革和开发,天然气从综合角度来说分析,比乙炔更能得到市场和地方的认可,很重要一点会是它节能环保。对于它切割速度稍慢问题,有了市场上天然气增效剂的问世一系列的问题也随之化解。
分析完切割气体之后,再来看一下切割速度的问题。
30CrNi3A钢板的切割速度是与钢材在氧气中的燃烧速度相对应的。在实际生产中,应根据所用割嘴的性能参数、气体种类及纯度、钢板材质及厚度来调整切割速度。切割速度直接影响到切割过程的稳定性和切割断面质量。如果想人为地调高切割速度来提高生产效率和用减慢切割速度来很佳地改善切割断面质量,那是办不到的,只能使切割断面质量变差。过快的切割速度会使切割断面出现凹陷和挂渣等质量缺陷,严重的有可能造成切割中断;过慢的切割速度会使切口上边缘熔化塌边、下边缘产生圆角、切割断面下半部分出现水冲状的深沟凹坑等等。
30CrNi3A钢板厚度190mm火焰切割与无齿锯切割的区别?
在正常的火焰切割过程中,30CrNI3A钢板切割氧流相对垂直的割炬来说稍微偏后一个角度,其对应的偏移叫后拖量。速度过低时,没有后拖量,工件下面割口处的火花束向切割方向偏移。如提高割炬的运行速度,火花束即会向相反的方向偏移,当火花束与切割氧流平行时,即认为该切割速度正常。速度过高时,火花束明显会后偏。这些都是工人师傅从长期的实践中不断总结出来的。
本周天津无缝管市场延续上周态势,市场价格继续上涨,商家补货虽略有起色,但操作相对谨慎。周初市场被观望气氛弥漫,各商家在价格上普遍谨慎,价格并未上涨,但随着周边市场北京、廊坊及山东等地无缝管市场价格的走高,本地商家不耐寂寞持续跟进,一连三日价格上涨,小规格冷拔管和中等热轧管均上涨100元以上。受“买涨不买跌”心理的影响,部分商家在前期库存消耗殆尽、低位运行的情况下建仓补货。目前市场心态不一,部分商家认为此次上行前景较好,价格具备震荡上行的可能。但也有部分商家看淡,认为在需求尚未放量的情况下后市并不理想,此番上涨只是管坯拉涨带来的影响,力度难以维持,因此操作尚需谨慎。目前,本地管坯价格报价坚挺,原料的趋强给本地无缝管价格的上涨提供了一定的成本支撑。
在30CrNi3A钢板火焰切割过程中,割嘴到被切工作表面的高度是决定切口质量和切割速度的主要因素之一。不同厚度的钢板,使用不同参数的割嘴,应调整相应的高度。为保障获得高质量的切口,割嘴到被割工件表面的高度,在整个切割过程中必须保持基本一致。
钢板不锈钢带源厂直接供货")
钢板不锈钢带源厂直接供货")
钢板不锈钢带源厂直接供货")
技术支持:k797.com