我们精心制作的贵池 本地 不锈钢水箱质检合格出厂产品视频已经准备就绪,【解锁新品!】贵池 本地 不锈钢水箱质检合格出厂产品视频,带你穿越新品体验之旅!
以下是:贵池 本地 不锈钢水箱质检合格出厂的图文介绍
国赢供水设备有限公司视科技研发为企业生命力,深谙是人才团队的智慧成就了品牌、品质。为使 玻璃钢水箱、产品更趋完美,公司不吝重金聘请一批高级技术顾问和高职称的研究制造人士、高级工程师成立了技术研发中心,用他们的智慧培养员工,加上生产工人孜孜以求的工作态度,注重 玻璃钢水箱、每一个生产细节,从而形成了在强势品牌战略中坚不可摧的堡垒。并和众多知名大学建立了良好的产学关系,不断自主创新,保证了新 玻璃钢水箱、产品的研发质量和速度。 同时公司可为用户提供项目设计,工艺流程设计,标准和非标准 玻璃钢水箱、产品设计及生产。



贵池不锈钢水箱水箱的相空间重构 在时间序列分析中,无论是研究其分形特征或混沌特征,·首先要利用数据资料重构相 空间提取系统物理特征量,即相空间重构。 由于目前我们对所研究对象的动力因素、性质以及内在关系几乎一无所知,故若能利 用时间序列反演出某些能够近似描写系统运动的动力模式是很有意义的。通过相空间重 构,可以把原时间序列所对应的系统在吸引子上的行为用相轨迹加以描述,从而对系统的 演化行为做出模拟。GMDH算法在不锈钢水箱厂家的应用 传统的不锈钢水箱厂家统计预测方法,尽管在拟合历史数据时,具有较好的拟合效果,但当把所建立 的模型用于具体预测时,则往往出现较大的误差。究其原因,主要是传统的统计预测方 法,总是把预测对象随时间推移呈动态变化的时变参数系统看成为非时变参数系统,预测 中采用固定参数的缘故。 也就是说,建模之前建模者必须事先确定或者假设模式里的因变 量和变量之间的函数f,然后根据有关数据或资料去确定该函数f里的参数或系数,所以 这种建模方式明显地带有人为的偏见,是一种“被动式”的建模方式。 因此,不锈钢水箱厂家统计建模 方式都有这样一个缺点:当建模者事先无法发现或猜测出一个复杂系统的因变量和变量之 间所应该满足或近似满足的函数关系,或虽然可以确定所构造模型的函数关系,但是赖以 建模的数据太少,我们则无法根据资料来建模,或所建立的模型根本就不具有实用价值, 所建立的模型是根本无法用来进行预测的。不锈钢水箱价格与其状态监测内容



贵池不锈钢水箱第二步 其次清理作业 由于 步的简单清理,我们只是对周围可见的部件进行清理,接下来工作人员要对不锈钢水箱 次没有完全清理掉的附着物、铁锈等作一次全面的清理;常见的是,用高压水龙头再次全面对水箱内部及外部进行清洗,清理后把残留的水处理掉,以干净不锈钢水箱内部。不锈钢保温水箱的优点和适用范围: 不锈钢保温水箱优点:水箱具有外形美观,机械强度高,性能优良,组装方便等优越特点。 不锈钢保温水箱适用范围:热泵热水系统、太阳能热水系统、锅炉热水系统、热水炉和各种需要液体保温的场所。 不锈钢保温水箱原理:该保温水箱是以不锈钢板或用彩钢板等为表层,闭孔阻燃自熄型聚苯乙烯料板或聚氨酯等为芯层,通过优化组合,使内外层共同达到 保温效果。 不锈钢水箱主要适用于建筑给水的调节、消防水箱、贮存水箱、采暖系统的膨胀、凝结水箱、建筑施工、道路施工、地质勘察以及国防工程等临时水箱。水箱既贮存冷水,也能贮存热水,耐酸、耐碱、不渗、不漏、不变形、不腐蚀。不锈钢水箱施工程序一般分为现场勘察设计、集热器安装、水箱安装、管道安装、控制系统安装、系统保温、工程验收。 不锈钢水箱设计采用SUS304不锈钢板,冲压成型。一般有三种尺寸,分别是1000*1000mm、1000*500mm、500*500mm。武汉不锈钢水箱钢板缝用氩弧焊焊接,具有强度高、重量轻、成本低、环保等特点。制造标准为 建筑标准设定图集02S101.


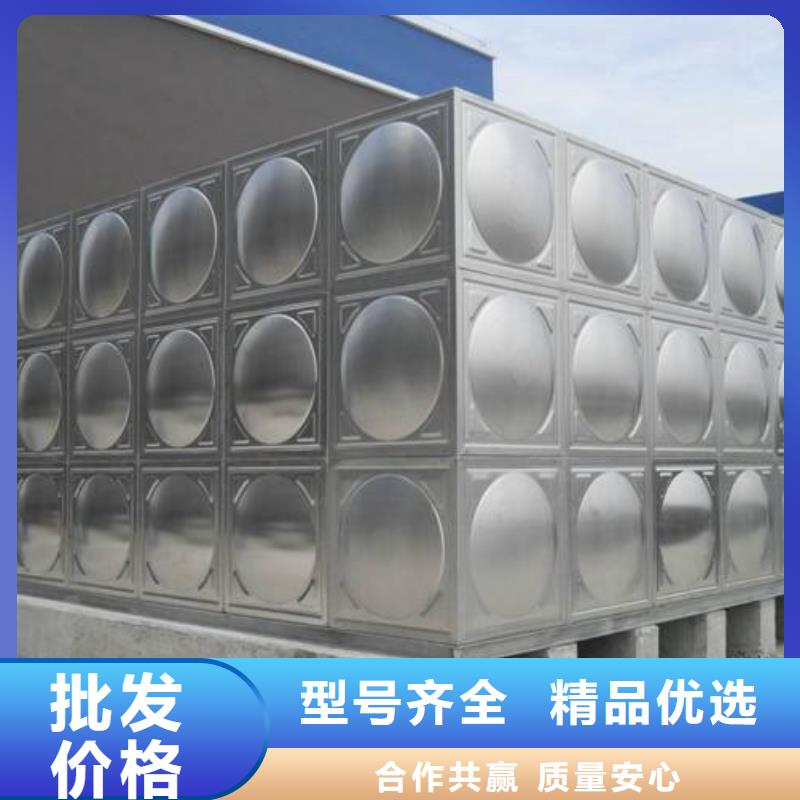
贵池不锈钢水箱制作精良用途广泛: 以精密的成型模具液压拉伸成型,单元矩形凹凸水箱成型精度高,可广泛适用于宾馆、公寓、高楼、厂家的冷热水贮水箱、食品、医药、环保、化工行业的贮液容器。 整个系统为封闭式,不锈钢表面光滑,不易附生藻类,水中沉淀物亦易清洗冲刷 选材优异防蚀抗裂:选用性能优异的奥氏体、铁素体、超低碳不锈钢板材拉伸压制,具有独特的耐腐蚀抗裂性能。 安装方便任意组合: 采用单元矩形不锈钢成型薄板拼装焊接组成,可依据设备设置场所,任意组合多边形、阶梯、L形等形态各异的水箱。 制作精良用途广泛: 以精密的成型模具液压拉伸成型,单元矩形凹凸水箱成型精度高,可广泛适用于宾馆、公寓、高楼、厂家的冷热水贮水箱、食品、医药、环保、化工行业的贮液容器。1.用锡锌铝合金焊补铝制水箱 (1)将60%的锡、35%的锌和5%的铝放人铁勺等器具中加热熔化,铸成细长焊条。 (2)清洗裂纹处油污,用砂布打磨氧化膜,再用螺丝刀或断锯条刮除干净,用喷灯将铝件加热至300℃-400℃【注意:温度不能太高】,将焊条在裂纹处涂擦,当焊条熔化时,用螺丝刀将熔化的焊条合金在裂纹处摩擦,使合金流入裂纹,然后再逐步加厚焊层。







 扫一扫
扫一扫